Optimise production: Objectives, methodical approach, KPIs


Production optimization is a strategic lever to ensure competitiveness and sustainability in dynamic markets.
At its core, production optimization aims to establish a balance between the three classic target dimensions of the magic production triangle – cost, quality, and time – while simultaneously addressing modern requirements such as transparency, responsiveness, and digital integration.
This article analyzes the key conflicts in production management, explains the extended production triangle, and presents methods for achieving a 'perfect production'.
What is production?
Production optimization is a strategic lever to ensure competitiveness and sustainability in dynamic markets.
At its core, production optimization aims to establish a balance between the three classic target dimensions of the magic production triangle – cost, quality, and time – while simultaneously addressing modern requirements such as transparency, responsiveness, and digital integration.
This article analyzes the key conflicts in production management, explains the extended production triangle, and presents methods for achieving a 'perfect production'.
What is the magic production triangle?
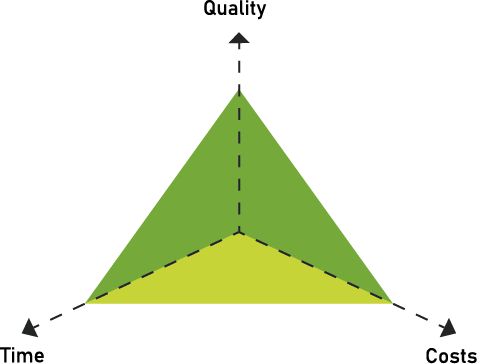
The magic production triangle describes the three central target variables of production - costs, quality and time - which have a significant influence on the success and efficiency of production processes.
Costs
Cost reduction is a key objective of production optimisation, as it directly influences a company's competitiveness. Costs are incurred through the use of resources such as raw materials, energy, personnel and machinery.
Quality
Quality is the basis for customer satisfaction and long-term success in highly competitive markets. A product that does not meet quality requirements leads to rejects, rework and possible complaints, which in turn results in direct and indirect costs.
Time
Time plays a key role in production, as short throughput times and high adherence to deadlines offer decisive competitive advantages. Long production times not only lead to a higher capital commitment, but also impair the flexibility to react quickly to market changes or customer requirements.
What conflicts are there in the magic production triangle?
The magic production triangle describes the conflicts between cost, quality, and time, which are inextricably linked. Improving one area often negatively impacts at least one of the other areas.
These conflicts require dynamic optimization and transparent process control. GREIF-VELOX illustrates these conflicts with real-world examples:
Conflict 1 – Cost vs. Quality:
GREIF-VELOX developed technical solutions for the BVP-Packer to drastically reduce leftover product after a product change. Initially, 1-2 kg of product remained per change, requiring 30 minutes of cleaning. After optimization, only 5 g of product remains, and cleaning time is reduced to 5 minutes. This example highlights the conflict: cost savings through faster cleaning and reduced product loss versus ensuring the highest quality during product changes.
Conflict 2 – Time vs. Cost:
With the VELOPACK robot, GREIF-VELOX offers a solution for palletizing up to 1,650 bags per hour. This high-performance bagging system not only reduces production time but also lowers maintenance costs due to its low-maintenance design. At the same time, it requires less space, increasing efficiency. The conflict here is between process speed and cost control, which is maintained through system flexibility.
Conflict 3 – Quality vs. Time:
By integrating VALVO DETECT, faulty sealing during bag attachment can be nearly eliminated, as optical inspection verifies each attachment. This significantly improves packaging quality but requires a slight extension of processing time. Here, quality improvement directly competes with production time optimization.
Why is an Extended Production Triangle Needed?
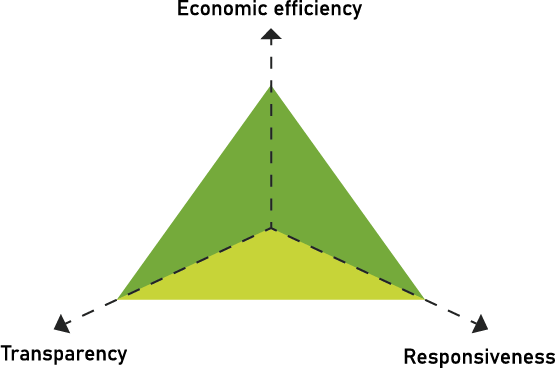
The classic production triangle (cost, quality, time) represents static target dimensions that are only partially manageable in dynamic markets. To actively balance goal conflicts and anticipate disruptions, the classic production triangle requires control dimensions to allow for dynamic adjustments.
Therefore, transparency and responsiveness complement efficiency as the third dimension – together, they form the extended production triangle.
Profitability target
Cost-effectiveness summarises the balance between costs, quality and time. It requires a holistic assessment of all trade-offs. For example, lean production with just-in-time deliveries (e.g. for car manufacturers) reduces storage costs, but increases the risk of delivery delays in the event of material bottlenecks.
Transparency
Transparency means the real-time recording of critical production data such as machine utilisation or quality deviations. Transparency is guaranteed by real-time recording and monitoring of critical production data. With VALVO DETECT, GREIF-VELOX ensures that bag placements are checked with 99.7 % accuracy. This prevents incorrect sealing and product leakage, which increases both quality and efficiency.
Responsiveness
Responsiveness enables short-term adjustments to faults or customer enquiries. GREIF-VELOX supports customers with a multi-level service model that offers fast remote support within 1 to 24 hours. If necessary, on-site intervention is guaranteed within 1-5 days. This short response time minimises downtime and maximises production availability.
What are the goals of production optimisation?
Production optimization aims for perfect production – a state where efficiency, transparency, and responsiveness synergistically interact.
Perfect production is based on the logic of a control loop, regulated through three key levers:
- Lean methods to ensure highly efficient production processes with minimal waste
- Digital tools for data transparency in collection and availability
- Agile management to maintain the responsiveness of a production system
What optimisation steps are necessary to achieve perfect production?
Overall, six steps can be identified in production optimization to achieve perfect production, all of which can be directly or indirectly assigned to the control levers of the cycle:
- First, a status quo analysis identifies weaknesses and areas for action in processes, workflows, and structures. Companies examine processing times, inventory levels, and information flows to precisely assess the initial situation.
- Second, the consistent reduction of waste creates responsive production processes. Lean methods such as 5S or SMED eliminate unnecessary waiting times and inventory, increasing value creation.
- Third, a Manufacturing Execution System (MES) captures production data in real-time and promotes transparent control loops. It integrates machines, tools, and employees so that companies can quickly detect disruptions and take countermeasures.
- Fourth, Lean Planning efficiently organizes manufacturing orders based on current data. Fine planning uses rules such as KANBAN to minimize inventory and synchronize order processing.
- Fifth, process-oriented key figures define clear targets for time, cost, and quality. Companies measure metrics such as lead time, OEE index, and process efficiency to quantify improvements.
- Sixth, a continuous improvement process (CIP) anchors optimization in the company for the long term. Teams regularly analyze key figures, derive actions, and ensure that improvements remain sustainable.
Identification of weak points and need for action using value stream mapping
The fundamental basis of any production optimization is a solid understanding of the current state. Only when both known and hidden weaknesses of a production process are made visible can targeted improvement measures be derived.
A proven and structured method for quickly and systematically assessing this current state is value stream analysis.
The goal of value stream analysis is to map and evaluate the material and information flows of one or more products across all relevant process steps. This is done using a value stream diagram.
Unlike superficial snapshots that focus solely on machines and their utilization, value stream analysis prioritizes the end-to-end perspective: from order initiation in the ERP system through actual production to the final product delivery.
Recognising and eliminating waste through lean production
A key outcome of value stream analysis is the visualization of waste. This not only includes directly measurable losses such as scrap but also waiting times, detours in internal transport, or a lack of transparency in information flows.
Lean Production provides a proven set of methods and measures that systematically reduce waste while enabling responsive production processes.
Building on Taiichi Ohno’s original list of the “Seven Types of Waste,” additional categories such as lack of employee involvement and weak information interfaces should also be considered. In particular, faulty planning interfaces (e.g., missing or delayed data exchange between production planning, maintenance, and tooling departments) significantly hinder quick responses to disruptions.
Lean methods such as the 5S method for organizing a structured workplace, SMED (Single Minute Exchange of Die) for reducing setup times, or TPM (Total Productive Maintenance) are rarely effective in isolation. They reach their full potential only when combined with a value stream-oriented restructuring of material and information flows.
For example, SMED only leads to a truly flexible process if inventories and lead times have already been reduced as part of value stream optimization. At the same time, continuous improvement (CIP) is crucial to ensure that achieved successes are firmly embedded and continuously developed.
Data acquisition through Manufacturing Execution Systems (MES)
To sustainably eliminate waste and establish responsive process controls ("Short Interval" approach), real-time information from production is essential.
This is where modern Manufacturing Execution Systems (MES) come into play. They seamlessly capture, visualize, and provide both operational and machine data for fine-tuned production control.
MES collects real-time data such as downtime reasons, scrap quantities, quality metrics, personnel and tool availability, and ongoing orders. This data forms the foundation for short control loops: Production can react immediately if, for example, a machine stops working or a delivery delay is imminent.
So-called MES control centers enable the rescheduling of manufacturing orders in the event of sudden disruptions (e.g., tool breakage, personnel shortages). These short-term adjustments are automatically communicated to relevant departments (e.g., tooling, maintenance).
By continuously measuring key factors such as availability, performance, and quality, MES makes it possible to monitor and improve Overall Equipment Effectiveness (OEE) and process efficiency (PE).
ERP systems often provide only a rough scheduling of orders (e.g., on a weekly basis), while detailed planning is carried out in the MES control center. Production progress, material consumption, and order times are fed back into the ERP, ensuring that company-wide calculations, inventory management, and customer information are always based on up-to-date data.
The detailed data stored in the MES ("digital flight recorder") enables Pareto analyses for downtime or scrap reasons "at the push of a button." This allows process improvements to be prioritized effectively (e.g., eliminating the most frequent 20% of disruption causes that account for 80% of downtime).
Additionally, the effectiveness of measures can be assessed more quickly, as OEE can be immediately analyzed and compared following a setup optimization or maintenance action.
Definition of process-orientated key figures for control
The introduction of process-oriented key performance indicators (KPIs) is essential for measuring and managing progress in production optimization.
In contrast to purely cost-oriented metrics, process-oriented KPIs focus on temporal and qualitative aspects and make value creation losses visible.
Key process-oriented metrics for control include:
- Lead time and process efficiency: Lead time is a key criterion that directly impacts flexibility and service levels. The process efficiency (PE) measures how much time is actually used for value creation. A PE of 1% means that 99% of the lead time consists of idle or waiting time—clearly indicating untapped potential.
- Overall Equipment Effectiveness (OEE): OEE consolidates availability losses (machine downtimes, setup times), performance losses (e.g., reduced cycle rates), and quality deficiencies (scrap, rework) into a comprehensive metric. This makes it clear how effectively machine capacities are utilized in each process step.
- Lean Performance Index (LPI): An important meta-metric that links both process stability (OEE) and the overall lean efficiency of the process (PE). A low LPI indicates that either OEE losses occur in individual processes or that the overall process (e.g., due to high inventory levels, long waiting times) is not sufficiently "lean."
To ensure that KPIs are not only collected but also effectively applied on a daily basis, they must be regularly and transparently communicated to those who can directly influence them—namely, the production teams.
Shop Floor Management has proven effective in this regard, where KPIs (e.g., OEE, scrap rates) are recorded, visualized, and discussed in short problem-solving meetings on a daily or shift basis.
The consistent use of process-oriented KPIs enables the targeted identification of deviations from the desired state and rapid corrective action. This ensures that production is continuously stabilized and improved.
Installation of continuous improvement processes
The sustainable anchoring of all optimization measures can only succeed if a KVP culture (Continuous Improvement Process) is established, in which all employees actively participate in the transformation.
Production employees, supervisors, and maintenance personnel, in particular, have the best knowledge of specific process issues. If they are involved in the improvement process at an early stage – for example, through Kaizen workshops or SMED projects – not only does the quality of the solutions improve, but acceptance of changes also increases.
MES-supported analyses (Pareto and drill-down evaluations) accelerate the CIP, as data such as downtime reasons, scrap rates, or cycle times are automatically recorded. This allows each improvement team to act based on facts.
New processes (e.g., reduced setup times, modified production sequences) must be firmly anchored in the form of standardized work instructions, training, and checklists. Only in this way can improvements remain effective and not be displaced by old routines.
Overall, an active CIP provides the systematic framework to continuously identify, implement, and sustain improvements. Combined with lean methods, process-oriented key performance indicators, and digital real-time tools (MES), this creates a self-reinforcing optimization cycle.